
Pengubahsuaian Saiz dalam Percetakan dan Pewarnaan Tekstil
2026-01-04
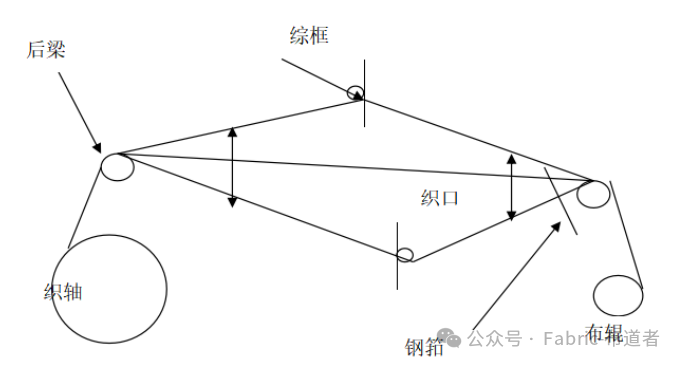
Seperti yang dinyatakan sebelum ini, benang lungsin terdedah kepada ketegangan dan geseran yang ketara semasa menenun, menjadikannya mudah rosak. Untuk mengurangkan kerosakan lungsin dan meningkatkan kecekapan tenunan dan kualiti fabrik, penentuan saiz adalah perlu sebelum menenun. Proses ini menyebabkan gentian dalam benang melekat dan mengikat bersama, membentuk filem penentuan saiz yang kuat pada permukaan benang. Ini menjadikan benang lebih padat dan licin, sekali gus meningkatkan kekuatan putus dan rintangan lelasannya.
Kadar saiz bergantung pada kualiti gentian, kiraan benang, ketumpatan dan jenis alat tenun, secara amnya antara 4% hingga 8%. Bagi fabrik yang dicelup benang, tiada saiz atau kadar saiz di bawah 1% boleh diterima. Bagi fabrik yang ditenun ketat (seperti poplin), kadar saiz boleh mencapai 8% hingga 14%. Dalam beberapa tahun kebelakangan ini, alat tenun berkelajuan tinggi telah mencapai kadar saiz lungsin melebihi 14%.
Prinsip desizing

Proses menanggalkan saiz daripada fabrik. Benang lungsin fabrik seperti kapas, viskos dan gentian sintetik kebanyakannya diukur saiznya sebelum ditenun. Pengukuran saiz mempengaruhi kebolehbasahan fabrik semasa pencelupan dan kemasan dan menghalang sentuhan bahan kimia dengan gentian. Oleh itu, fabrik biasanya diukur saiznya terlebih dahulu. Mengurangkan saiz fabrik kapas juga menanggalkan beberapa kekotoran daripada gentian; fabrik gentian sintetik kadangkala boleh diukur saiznya semasa penggosokan.
Kaedah penyahsaiz untuk pelbagai fabrik berbeza bergantung pada agen pensaiz yang digunakan. Kaedah penyahsaiz yang sesuai harus dipilih berdasarkan jenis fabrik, komposisi agen pensaiz, keperluan penyahsaiz, dan peralatan kilang. Selepas penyahsaiz, fabrik mesti dibasuh dengan air panas dengan segera, kerana bendasing seperti produk penguraian kanji akan membeku semula pada fabrik, sekali gus menghalang pemprosesan berikutnya. Lima kaedah berikut biasanya digunakan.
Kaedah penyahpecutan air panas: Selepas merendam fabrik dalam air panas, ia dikekalkan suam dan ditumpuk dalam tangki penyahpecutan selama lebih daripada sepuluh jam, membolehkan agen penyahpecutan mengembang dan menjadi lebih mudah dibasuh dengan air. Kaedah ini mempunyai kesan penyahpecutan yang baik pada fabrik yang menggunakan natrium alginat larut air, derivatif selulosa, dan sebagainya sebagai agen penyahpecutan. Untuk fabrik yang bersaiz dengan kanji, menumpuknya pada suhu 25-40℃ untuk tempoh masa yang lebih lama, membolehkannya ditapai dan terdegradasi secara semula jadi, juga boleh mencapai kesan penyahpecutan.

Ciri-ciri
·Kos rendah, boleh menggunakan larutan alkali sisa daripada prarawatan;
·Membantu dalam penyingkiran beberapa organisma bersama serat daripada sekam biji kapas, mengurangkan beban penapisan, dan meningkatkan keputihan dan kebolehtelapan;
·Berkesan pada semua jenis agen saiz;
· Kadar penyusutan yang rendah, masa penyimpanan yang lama, menghalang pengeluaran berterusan;
·Alkali tidak mempunyai kesan degradasi kimia pada agen pensaiz PVA, menghasilkan larutan pencuci kelikatan tinggi; pencucian yang teliti adalah perlu untuk mengelakkan agen pensaiz daripada mencemari semula fabrik.
Berita
Panas Berita


Contact Us
-
Telefon:+86-519-83388368、86-13775633505
-
Faks:+86-519-83388368
-
E-mel:admin@yongxushengmachine.com